
 Giovanni Paolo Maggini ( 1580- ca.1633 ) Cello, Brescia the 1600s
Giovanni Paolo Maggini ( 1580- ca.1633 ) Cello, Brescia the 1600s
私は ”オールド・ヴァイオリン” や、”オールド・チェロ” などの弦楽器で高度な彫刻技術を目にするたびに 本当に感動します。
そこで、そこにある豊かな世界を分かち合うために『 彫刻技術という視点から優劣を見分けることで その弦楽器を評価できます。』というお話しをしようと思いました。
そこで、先ずは「彫る」技術をヘレニズム時代の大理石像でイメージしてください。
● 盛期ルネサンスに影響を与えた ヘレニズム時代の彫像について
 なお、これらの大理石彫像の本質について‥ 特に、比率についての意識を知りたい方には 下の投稿リンクをお勧めします。
なお、これらの大理石彫像の本質について‥ 特に、比率についての意識を知りたい方には 下の投稿リンクをお勧めします。
● エーゲ海 キクラデス諸島の “偶然”について
( 長文で恐縮です。)

“De la statue” 1464年刊, Leon Battista Alberti ( 1404-1472 )
『 デ・スタトゥア 』から復元された計測器
彫刻技術に関してさかのぼって調べてみると‥『 ルネサンス期に理想とされた”万能の人” 』と評されたアルベルティが、1464年に発表した『 彫刻論 』で、 彼が考案した計測器を使用することを提案しているのが目に留まります。
デフィニターまたはフィニトリウムとよばれ、回転する目盛り付きロッドが固定された円形ディスクをもち、そこから垂直錘が下がったものです。
これによって、極座標と軸座標の組み合わせで モデル上の任意のポイントが規定でき、現代のパンタグラフのようにモデルから大理石に移す事ができます。
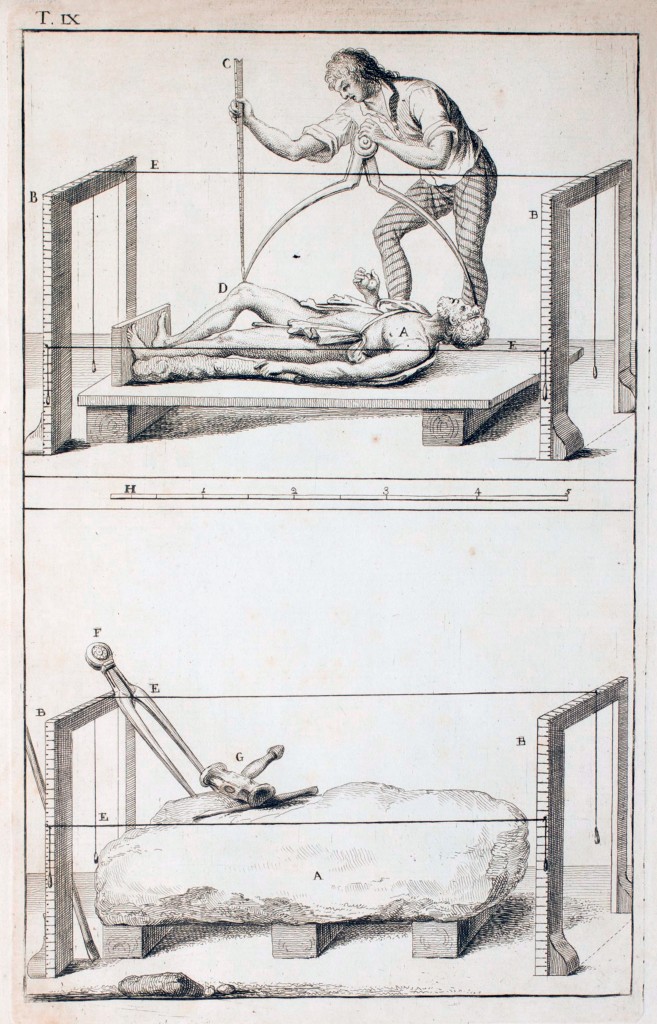
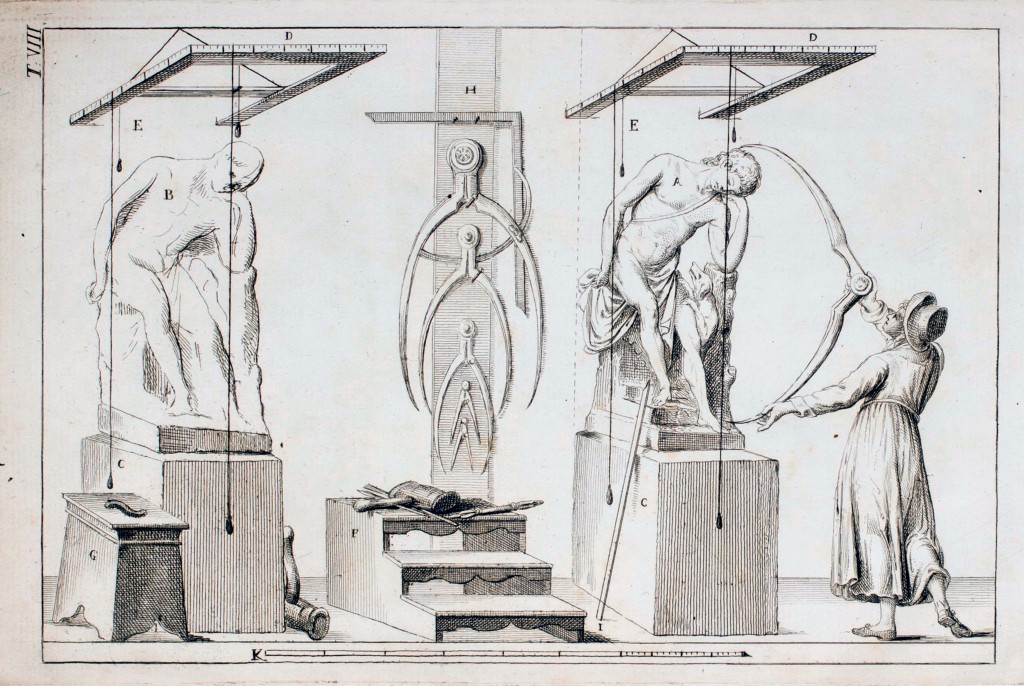 “Measuring sculpture for reproduction”
“Measuring sculpture for reproduction”
Francesco Carradori(1747-1824), Firenze 1802.
また、フィレンツェの彫刻家であったカラドーリが 1802年に出版した『 彫刻を学ぶ人のための基礎教育 』には、大理石彫刻のための計測方法や器具などが紹介されています。
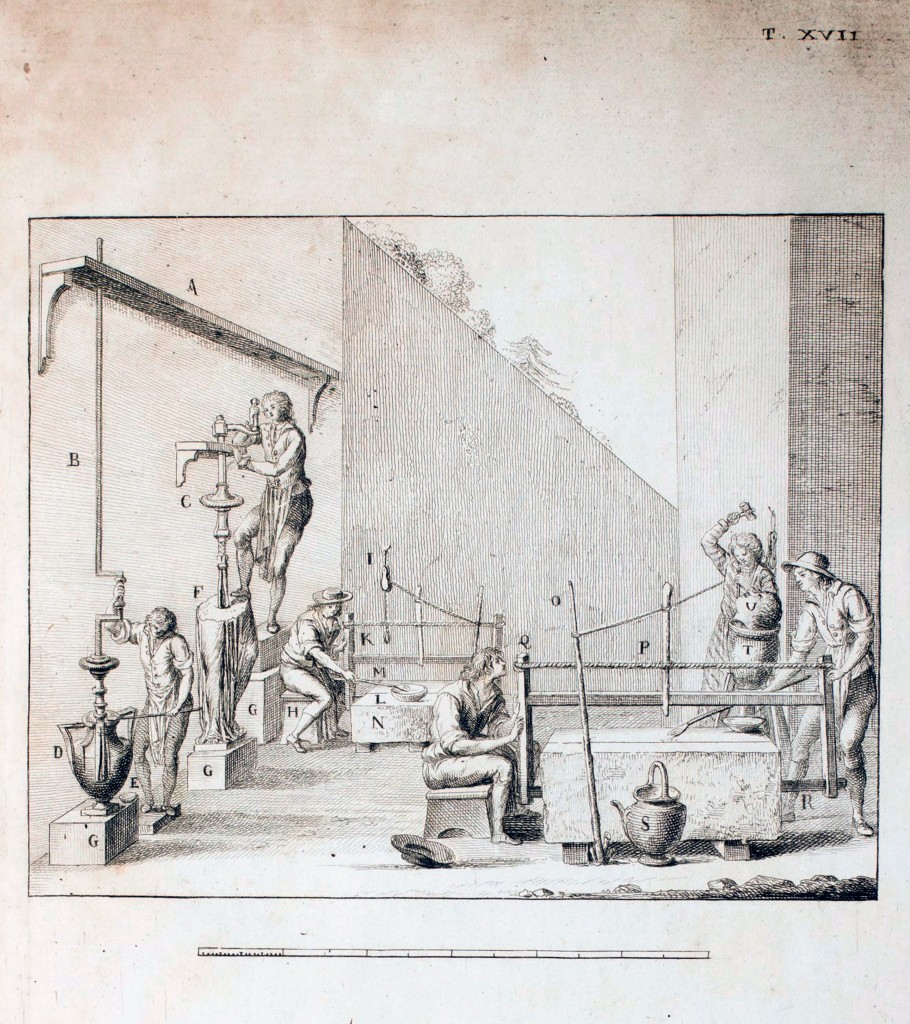 “Measuring sculpture for reproduction”
“Measuring sculpture for reproduction”
Francesco Carradori (1747-1824), Firenze 1802年

このように、彫刻家にとって対象物を計測することや 大理石を削ることは 昔から難問に等しいものでした。
しかし それでも‥ 私たちは、時代によって計測方法や 削り方の違いはありますが、残された彫像でわかるように モース硬度が 3~4 の「岩石」で作品を制作し続けてきたのです。

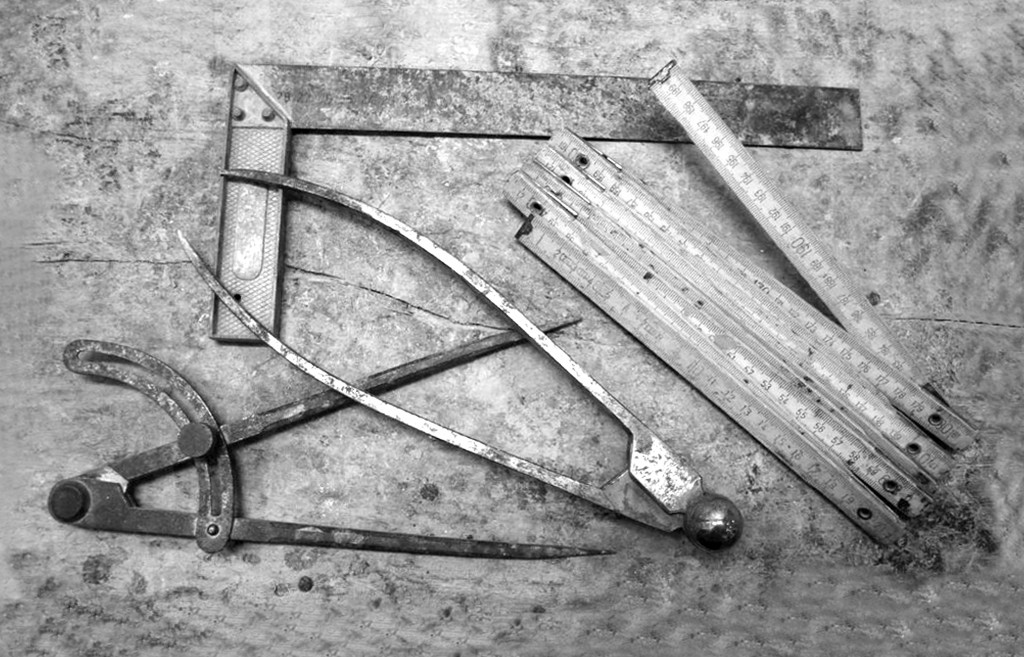
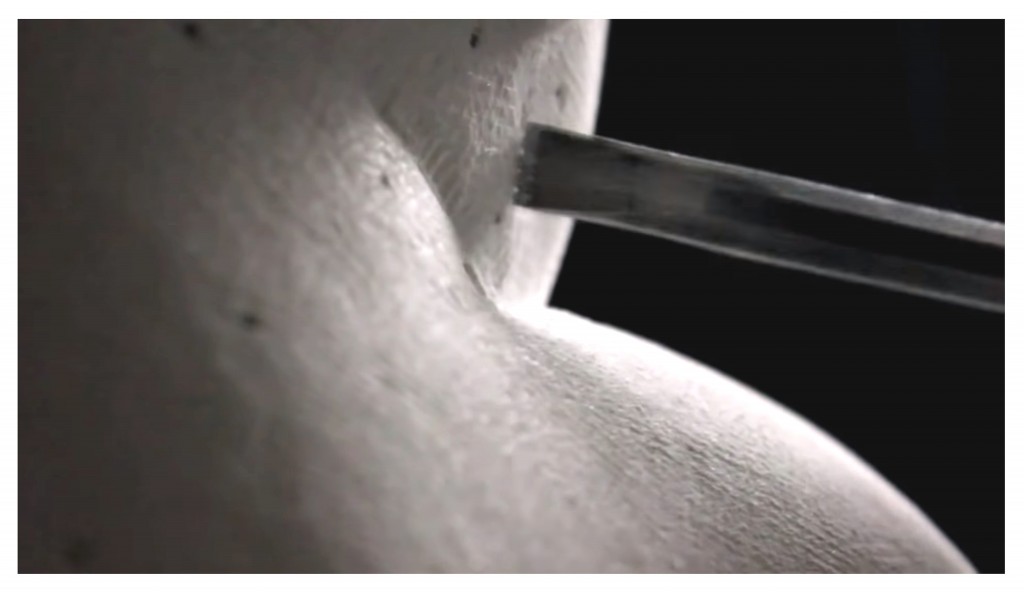
たとえば、下の動画では “Pointing machine” を計測に用いる彫刻技法による大理石彫刻が 紹介されています。

ポインティング・マシンは、その名前を イタリアのマキネッタ・ディ・プンタに由来しており、本質的には 任意の位置に設定して固定できる ポインティング・ニードルです。

この器具は、石膏、粘土、またはワックスの彫刻モデルを、木材や岩石に正確にコピーするための測定ツールとして使用されています。
発明者は フランスの彫刻家の ニコラス・マリー・ガトー ( 1751-1832 ) と 英国の彫刻家 ジョン・ベーコン ( 1740-1799 ) であるとされており、後にカノーヴァ ( Canova ) によって普及しました。
 上の動画のように石膏モデルで 凹凸の基準点の位置と深さをニードル先端で取得し、その基準点を大理石に移します。
上の動画のように石膏モデルで 凹凸の基準点の位置と深さをニードル先端で取得し、その基準点を大理石に移します。 エンピツの下に見えるのがニードルの先端です。
エンピツの下に見えるのがニードルの先端です。 大理石彫刻では、このように「 窪みの底 」として基準点を先に彫り込みます。
大理石彫刻では、このように「 窪みの底 」として基準点を先に彫り込みます。

そして、座標となるそれらの基準点の印が消えないように凸部を削っていくのです。 それから 最後の仕上げ段階の削りで 再度、くぼみ部を慎重に彫り込みます。
それから 最後の仕上げ段階の削りで 再度、くぼみ部を慎重に彫り込みます。
このように、素材としてはハードルが高い大理石彫刻ですらこの細やかさですから、木彫の分野においては 繊細さがより一層発揮されたのは当然といえるかも知れません。
たとえば‥『 北方ルネサンス 』と呼ばれていますが、ミケランジェロ ( 1475-1564 ) が活動していた頃に、ドイツで素晴らしい彫刻作品を作った ティルマン・リーメンシュナイダー( ca.1460-1531 ) の木像にそれを見ることができます。
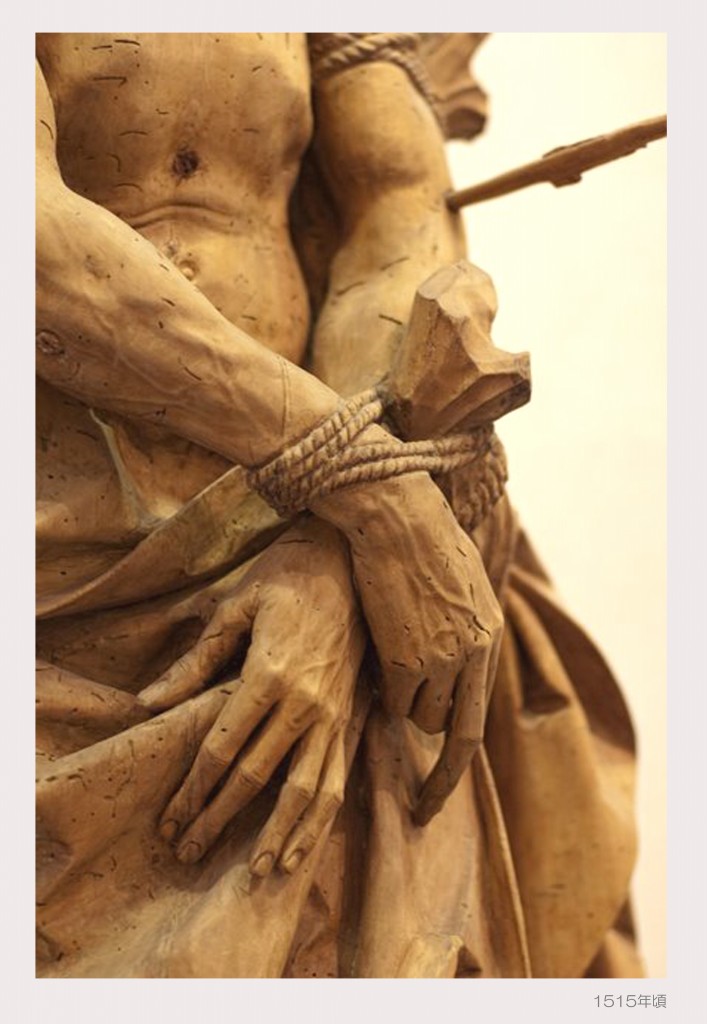 『 Hl. Sebastian ( 聖セバスチャン ) 』 製作年 : 1515年頃 / 菩提樹 ( Tilia miqueliana ) シナノキ科
『 Hl. Sebastian ( 聖セバスチャン ) 』 製作年 : 1515年頃 / 菩提樹 ( Tilia miqueliana ) シナノキ科
Tilman Riemenschneider ( ca.1460-1531 )
 “Self-portrait” ( in the Predella of the Altar of Creglingen )
“Self-portrait” ( in the Predella of the Altar of Creglingen )
Tilman Riemenschneider ( ca.1460-1531 )
そして、彼が亡くなった頃に開発された ”オールド・ヴァイオリン” や、”オールド・チェロ” などを含めた木製弦楽器の場合も同じように細やかな工夫を見ることができます。

“Cittern” possibly by Petrus Rautta, England, 1579年
 “Cittern” possibly by Petrus Rautta, England, 1579年
“Cittern” possibly by Petrus Rautta, England, 1579年
これを見分けるには『窪みの彫り方 』を観察してください。
窪みは一見したときに なんの違和感も感じませんが、彫刻技術として考えれば”窪みを彫り込む技術”は 難易度が最高度の領域となります。なぜなら彫り込む製作者が 3次元的に見切る力を持っていないと、精緻な音響プランであっても 実際に落とし込めないからです。
TT
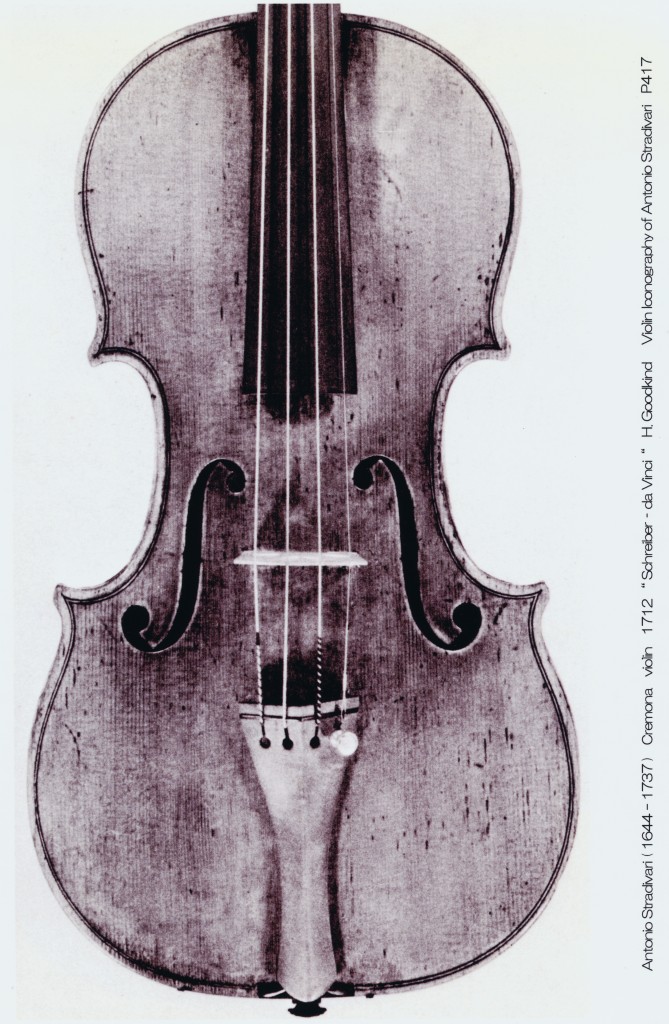
この観点で上のヴァイオリン裏板画像をながめてみてください。
ヴァイオリンなどの観察のはじめは、『 どこが、どのように窪んでいるか ?』という点に着目し観察することが 見極める基本だと私は思います。
残念ながら ヴァイオリンなどの弦楽器において扁平にみえるものは未熟な人が製作した可能性が高いと 私は思っています。 木彫で使用する道具は考えないでもちいると‥ 出っ張ったところが削れます。これが単純化をまねき全体としてでこぼこが少ない扁平な印象の弦楽器の出現につながります。
まず参考のため2台のヴァイオリン裏板画像をごらんください。
この ヴァイオリンは 1620年頃 ブレシア( Brescia )で マッジーニ( Giovanni Paolo Maggini 1580 – c.1633 ) が 製作したものとされています。

それから、もう一台は Antonio Stradivari ( c.1644 – 1737 )が 1703年に製作されたとされているヴァイオリンで ” Alsager “と呼ばれているものです。
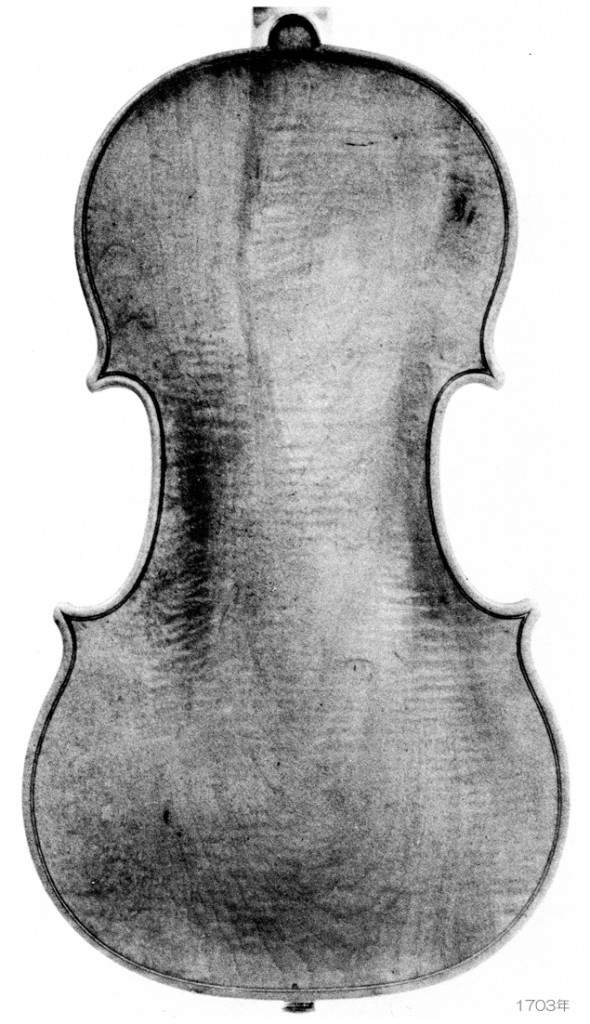
私は これらを観察するときに大切なのは 着目点としてなにを観察するかだと思います。
たとえば ヴァイオリンの演奏技術の優劣を判断したければ 音楽の特性から考えて一つの響きを『 音の始まり( 音の入 ) 』と『 音の終わり( 音の出 )』とに 意識的に聞き分ければ、十分に 優劣の判断ができると思います。
私は 上質な演奏は『 音の入 』を完全にコントロールできると達成できる可能性が高いと思っています。しかし、真の意味での音楽的に完成された演奏を達成するためには 『 音の出 』のコントロールが必要になって来ると考えています。
つまり演奏技術においては 演奏者が 『 音の入 』をコントロールするより、『 音の出 』( ” 音の始末”とも言います。)をコントロールするほうが はるかに難しいということを念頭において聴けば演奏技術としての優劣判断はほとんどの皆さんが 判断できると私は信じています。
ただし、これは『音楽的であるか』や、それが『ゆたかな音楽であるか』という観点ではありませんのでご理解のほどをお願いいたします。
さてヴァイオリンや チェロなどの木製品の場合です。
重要なのは 彫刻技術の能力は『くぼみを彫る技術 』に現われるということです。
この観点で上のヴァイオリン裏板画像をながめてみてください。
ヴァイオリンなどの観察のはじめは、『 どこが、どのように窪んでいるか ?』という点に着目し観察することが 見極める基本だと私は思います。
残念ながら ヴァイオリンなどの弦楽器において扁平にみえるものは未熟な人が製作した可能性が高いと 私は思っています。 木彫で使用する道具は考えないでもちいると‥ 出っ張ったところが削れます。これが単純化をまねき全体としてでこぼこが少ない扁平な印象の弦楽器の出現につながります。
そもそも弦楽器は あの響きがするように工夫されています。
たとえばこのストラディヴァリウスを用いた共鳴モードで裏板部の動きを観察してみてください。
409hz  680hz
680hz  817hz
817hz  1690hz
1690hz 
私は 多様な音色をもつヴァイオリンは その構成要素となる『 音の数 』を確保するために、複雑なゆれをするように作られていると考えています。
そのために”オールド・ヴァイオリン”などでは 薄板状に加工しても 立体的形状 によって剛性を高める技術として凹凸が『 木伏技術 』として用いられていると私は推測しています。

この剛性を高める技術は めだちませんが たとえば 現代でも このコーヒー缶のように 用いられています。
さて、私たちは大量生産に適した 単純化されたフォルムをもつ工業製品にかこまれて生活していますので、ともすると 上に参考例としてあげさせていただいたヴァイオリンの裏板を見て 削りそこねた結果と思う方も多いと思います。
果たして それは事実でしょうか?
私は ”オールド・ヴァイオリン”などを見る際は ”合目的性”ということを念頭に置き『 どこが、どのように窪んでいるか ?』という視線でそれを観察すると 本当に豊かな世界が見えて来ると信じています。
以上、ありがとうございました。
2016-7-21 Joseph Naomi Yokota